Здравствуйте дорогие друзья.
Здравствуйте дорогие друзья.
В своих статьях я не раз обращал ваше внимание на то, что современные технологии изготовления корпусной мебели (и условия ее изготовления) таковы, что человеку, для того, чтобы сделать любое изделие, нужен только проект, деньги (на закупку материалов и фурнитуры), и, собственно, свои (или чужие) руки для его сборки и установки.
Но, проектируя мебель, любой мебельщик должен «играть по правилам» посредников, участвующих в этом производстве, например, тех же изготовителей мебельных фасадов.
Например, такие фирмы-изготовители, имеют, так называемый, стандартный ряд, а за изготовление нестандартных размеров, как правило, берут хорошую наценку.
А если дело касается изготовления радиусных фасадов, то «нестандарт» касается только размеров фасадов по высоте.
Радиусы таких фронтов в любом случае, будет стандартными (да и как иначе, если на фирме под их изготовление существуют определенные шаблоны, не будут же они под каждый «нестандартный» заказ изготавливать новые шаблоны). Их, обычно, три-четыре варианта (а то и меньше).
Но как же так получается, что, иногда, «на глаза» попадается мебель, фасады которой имеют явно не стандартные радиусы кривизны?
А это происходит тогда, когда мебельщик включает в свой, довольно простой (с точки зрения организации производства) производственный процесс, самостоятельное их изготовление.
Таким образом, немного усложнив сам процесс, можно делать мебель, которую не делает «в округе» никто!
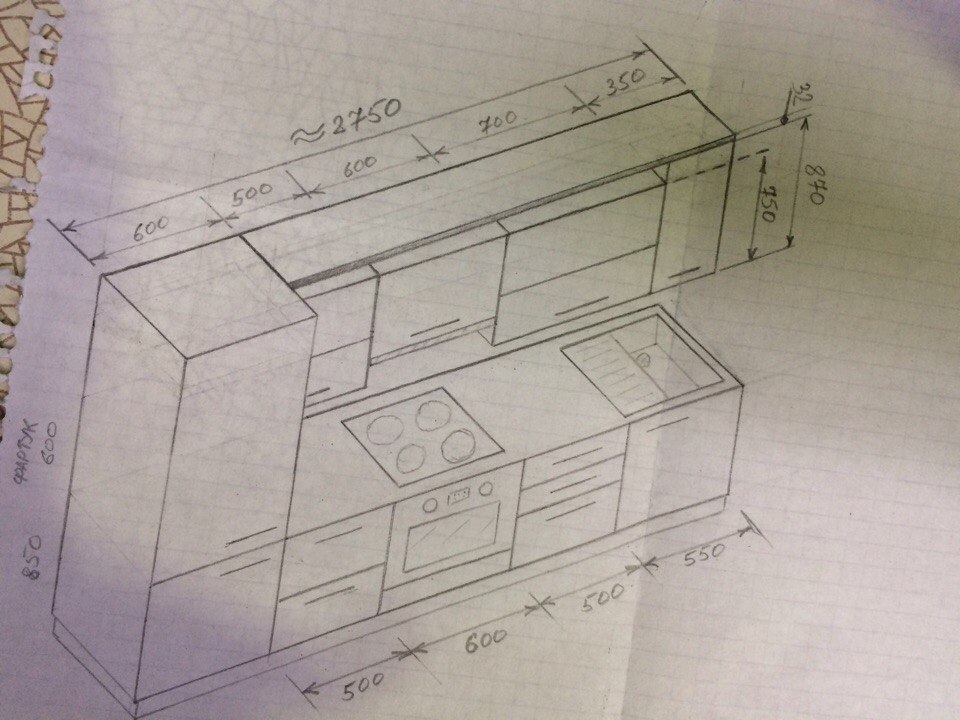
Для примера мы с вами рассмотрим изготовление гнутых фронтов из МДФ нестандартного радиуса скругления.
Упрощением данного процесса будет то, что нет необходимости изготавливать специальный шаблон каждый раз.
Шаблоном может служить сам модуль и его кривые полки и горизонты.
Итак, каждый фасад изготавливается из двух листов МДФ, толщиной 9мм (в итоге, их конечная толщина будет 18мм).
Если взять изначально, плиту с большей толщиной, то может возникнуть проблема при изготовлении элементов с малым радиусом.
При вырезке заготовок, нужно учесть, что наружный радиус будет всегда больше внутреннего (за счет толщины изделия), и с этим учетом, нужно дать допуск на размеры листов (так же, необходимо дать допуски на размеры по высоте). Они все равно, в процессе последующей обработки обрежутся.
На заготовках нужно сделать метки их центров, для того, чтобы потом точно подогнать друг к другу.
Для того чтобы согнуть листы МДФ, нужно сделать пропилы (примерно, на расстоянии 5-ти миллиметров друг от друга). Пропилы должны быть такими, чтобы не доходить до края листа на 1-1,5 миллиметра.
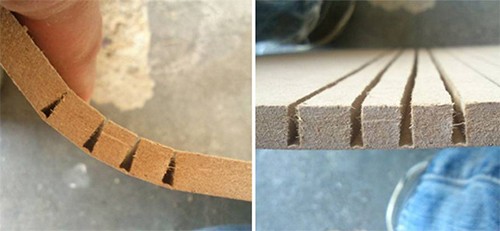 Из стружки (которая в любом случае будет образовываться в результате такой обработки) и столярного клея, нужно сделать специальную «пасту», которой заполнить получившиеся пазы в МДФ.
Из стружки (которая в любом случае будет образовываться в результате такой обработки) и столярного клея, нужно сделать специальную «пасту», которой заполнить получившиеся пазы в МДФ.
 Получившаяся смесь для этого, должна быть не слишком густой и не слишком жидкой (ее плотность можно регулировать, добавляя обычную воду).
Получившаяся смесь для этого, должна быть не слишком густой и не слишком жидкой (ее плотность можно регулировать, добавляя обычную воду).
Итак, когда пазы от пропила на заготовках заполнены вышеописанной пастой, их нужно закрепить на шаблоне (в данном случае, на модуле, который, и будет выполнять роль шаблона).
Лицевая сторона МДФ должна быть сверху и снизу.
То есть, первый лист ложится лицевой стороной на шаблон, а пропилами вверх. А второй лист ложится пропилами вниз (к пропилам первого листа) и лицевой стороной вверх.
Сами листы фиксируем на шаблоне с помощью струбцин, и листы прибиваются друг к другу сапожными гвоздиками.
 Эти гвоздики потом нужно будет вытянуть, а отверстия, которые они оставят на поверхности материала, зашпаклюются при его последующей обработке.
Эти гвоздики потом нужно будет вытянуть, а отверстия, которые они оставят на поверхности материала, зашпаклюются при его последующей обработке.
Итак, зафиксированные листы держим до полного высыхания, после чего, снимаются, и начинается их обработка (обрезка и обработка краев, торцов, шпаклевка, грунтовка, покраска).
 Вот так, по сути, довольно просто (и, что самое главное – в домашних условиях) можно сделать отличные фасады.
Вот так, по сути, довольно просто (и, что самое главное – в домашних условиях) можно сделать отличные фасады.
 А, имея такую возможность, можно делать красивую и неповторимую мебель.
А, имея такую возможность, можно делать красивую и неповторимую мебель.
На этом все.
До новых встреч.